Collaboration with Joonheang Lee
Professors: George Liaropoulos-Legendre
VIS 2227 | Digital Media: Writing Form
Harvard Graduate School of Design | Spring 2020
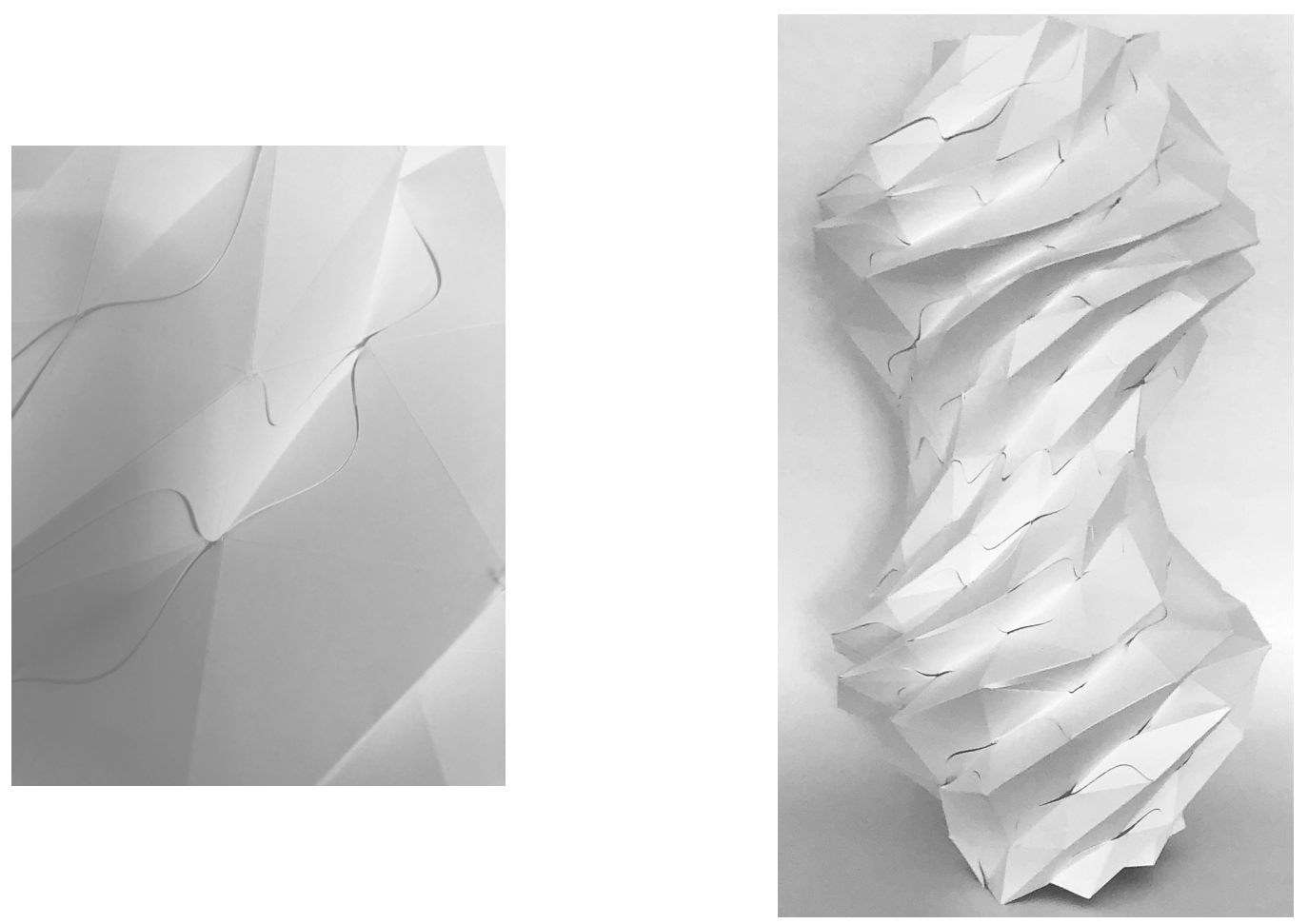
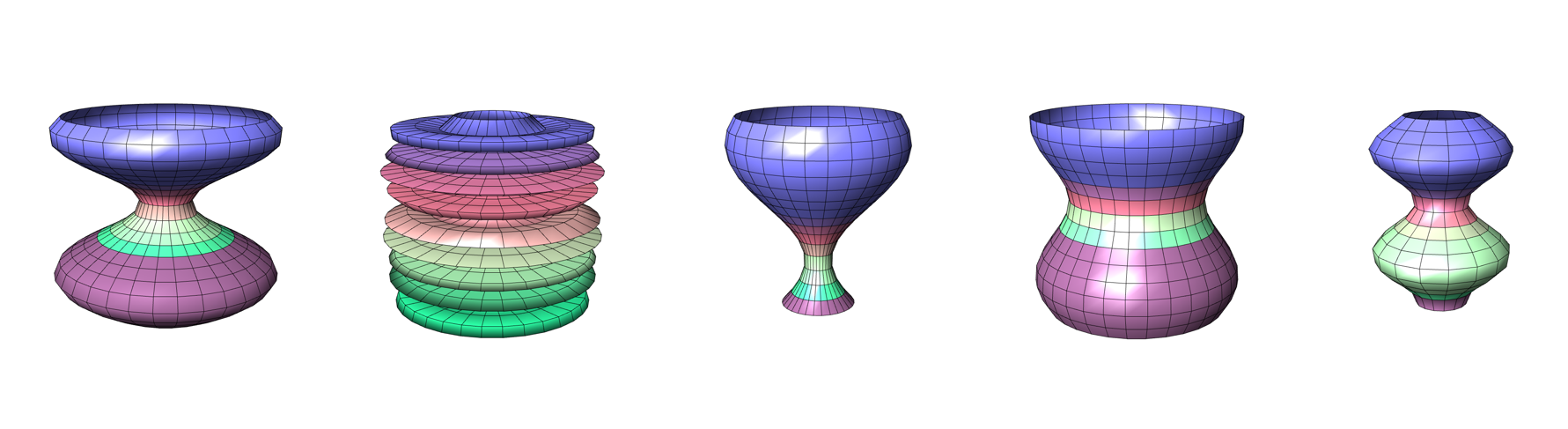
We found the Universal Extrudorama A to be a very enjoyable seed to work with. We both were interest in surfaces of revolution. Therefore, it was decided to pursue this seed through developing a workflow in Grasshopper for creating origami patterns for the fabrication of these geometries using folded paper.
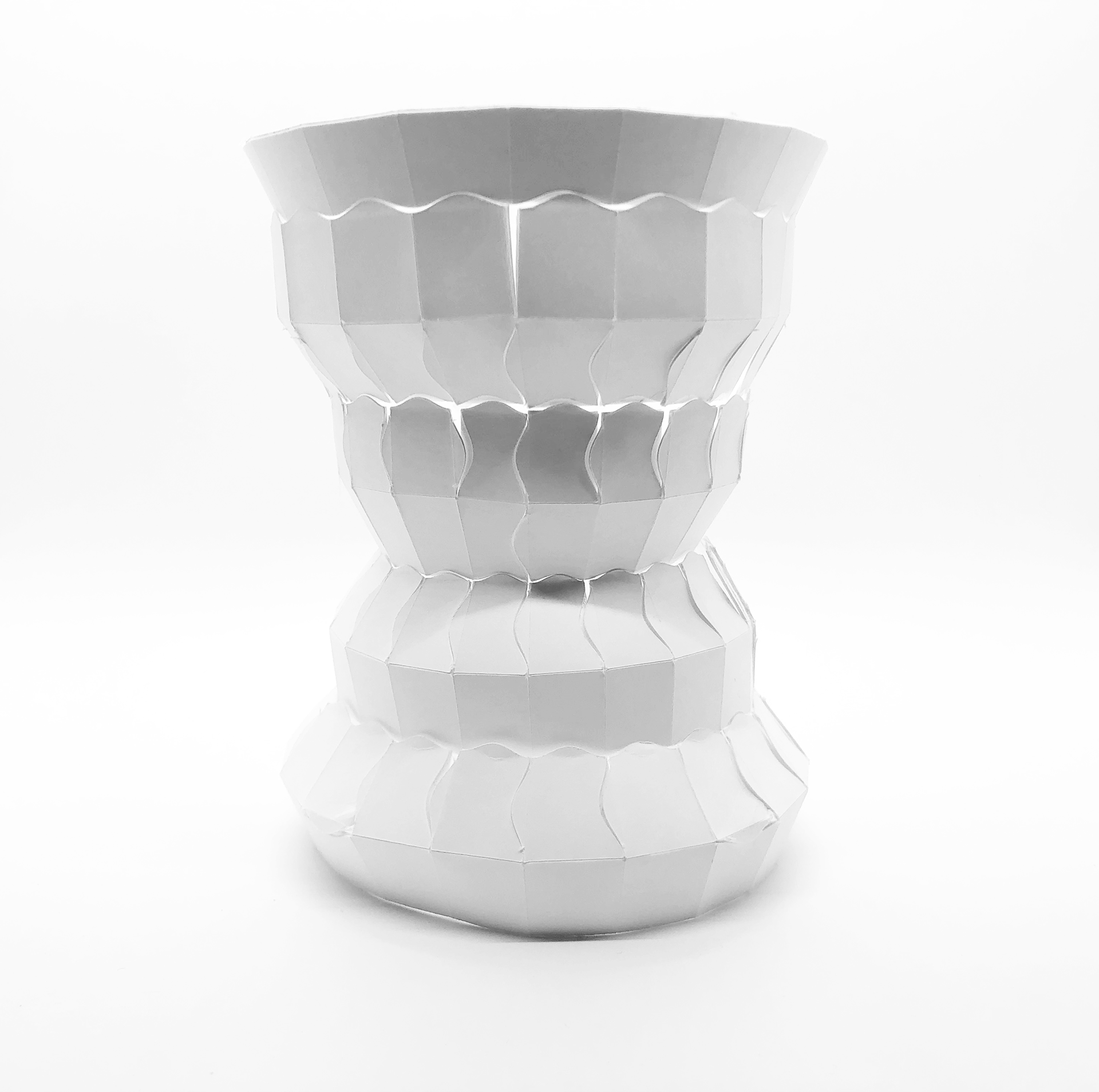
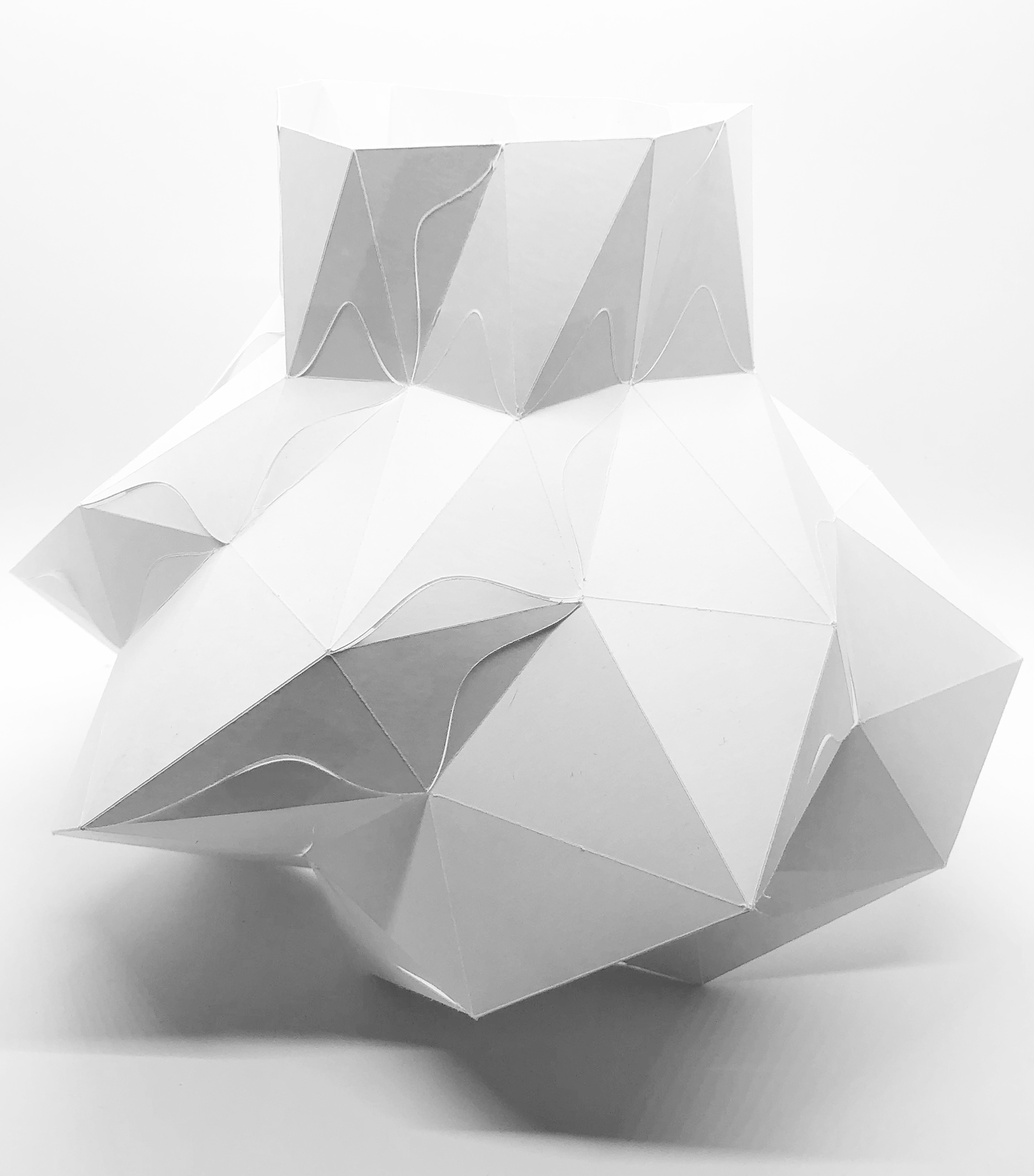
Our final model was the most complex geometry that was creating using this fabrication workflow. The model was composed of a single layer of one-hundred-pound paper. The image to the left depicts how the object was assembled using custom tabs. We will address this technique and our workflow for the rest of this presentation.

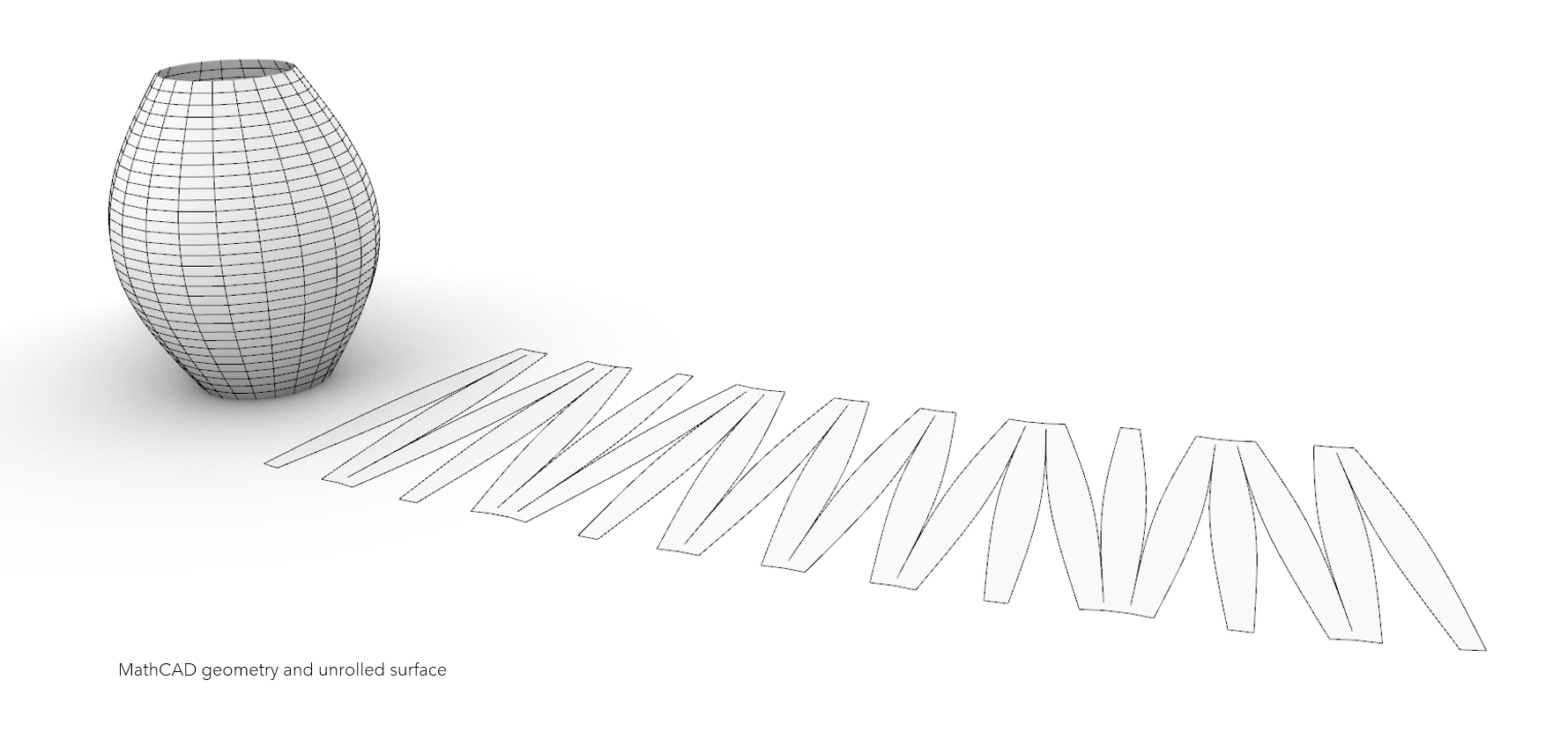
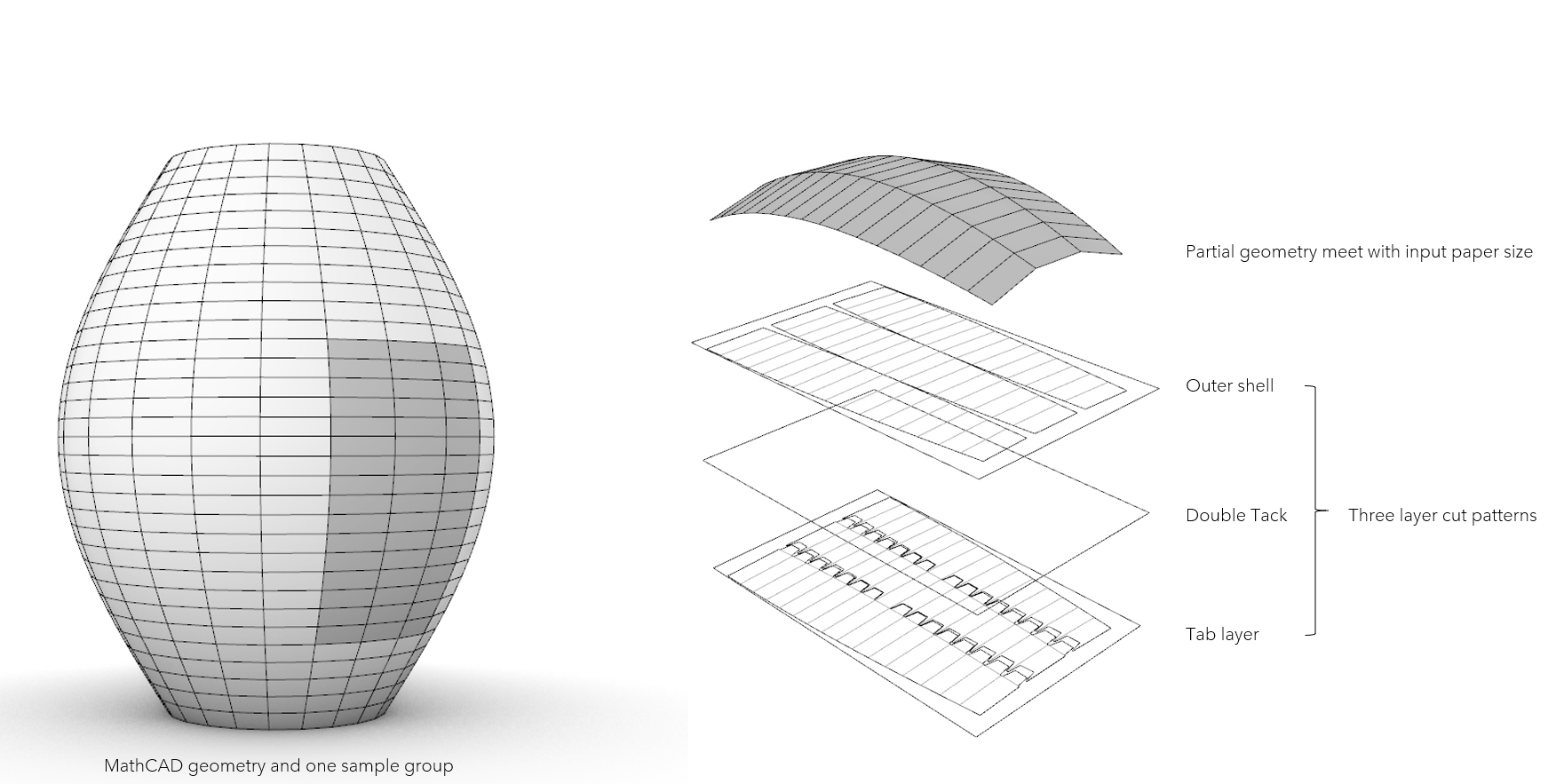
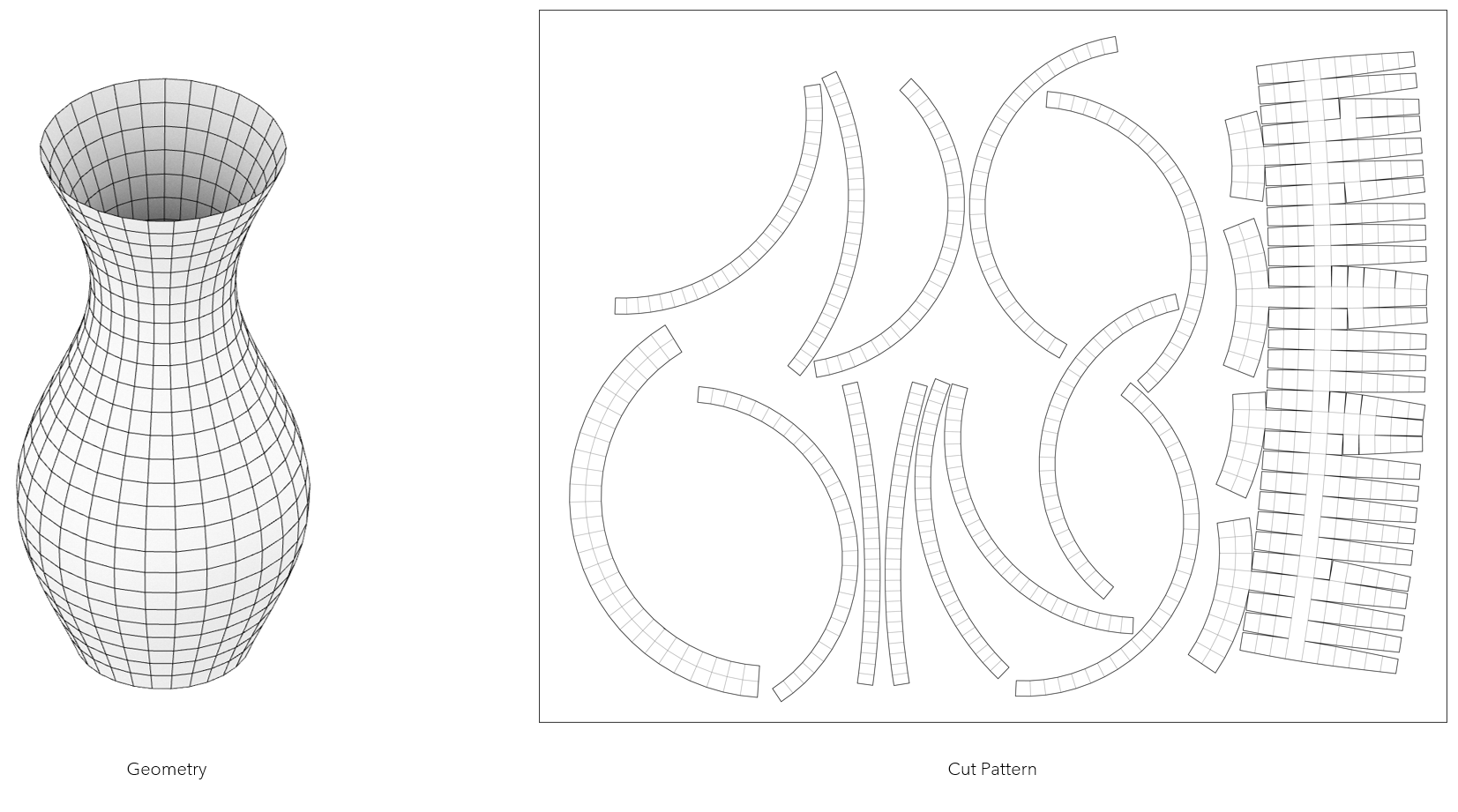
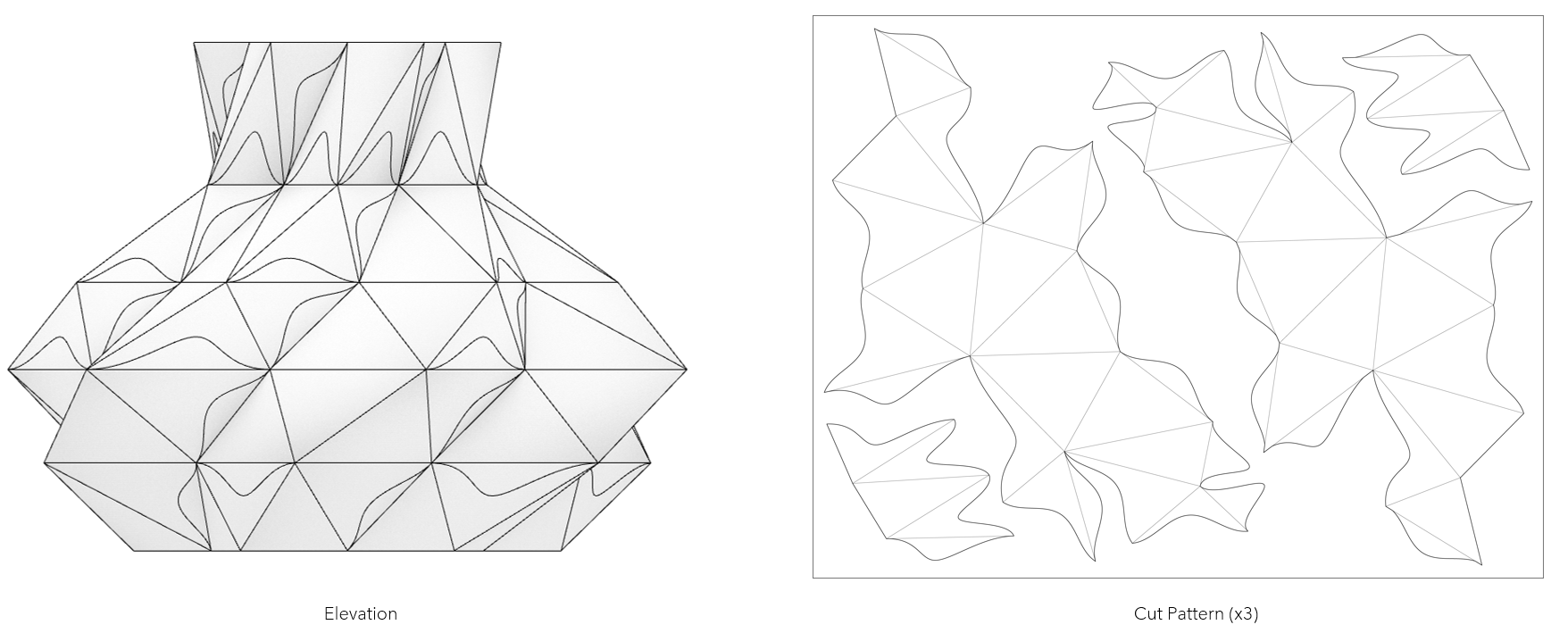
We were fortunate enough to be loaned a vinyl cutter for the semester post quarantine. A vinyl cutter is a Computer Numerical Controlled machine that instead of a laser, hot end, or router uses a blade to cut a range of materials. In this case we used the machine to cut and score one-hundred-pound paper. We began with a very simple MathCAD geometry with a parabolic side profile. This image denotes the typical unroll function in Grasshopper.
A small portion of the aforementioned MathCAD geometry was fabricated. This allowed for a workflow to be developed using the vinyl cutter. Since this fabrication method had been used for previously projects using laser cutter. This method uses two layers of paper that are laminated with a layer of double-sided adhesive called double tack. Tabs are placed in the interior layer to allow the geometry to be constrained in its intended position.
In addition to testing the fabrication method this test allowed for the development of a digital workflow in Grasshopper using Ivy, a plugin that allows for the segmentation and unrolling of complex surfaces. This fabrication test utilizes the tab geometry implemented in this plugin.
In the first image is the interior layer being cut using the vinyl cutter. Once cut this layer is removed and set aside. In the second image the double tack has been adhered to the back side of the paper and the vinyl cutter is cutting through both the paper and adhesive layers. In the third image the other sticky side of the double tack has been removed allowing for the placement of the interior tabbed layer to be adhered to the double tacked exterior layer. Once these three layers are joined the tabs are placed into the correct locations allowing the paper to be held in the desired geometry.

Initially the workflow was designed to hide the tabs, but due to the initial project feedback it was determined that it would be interesting to develop the tab design and highlight this feature on the outside of the fabricated objects.
A key consideration for our workflow method was the use of the desktop vinyl cutter for creating the physical models. This machine allows for scores to be made on one side of the paper but not the other. As a result, it was challenging to fabricate a 2D cut pattern using the vinyl cutter. It was discovered that the mesh edges could be sorted into mountain and valley folds by calculating adjacent mesh normal vectors, denoted with black arrows in the diagram. An automated script was used to calculate the adjacent face angles. If this angle was larger than one-hundred eighty degrees, it was a mountain fold if not it was a valley fold.This script allowed the mesh to be divided into groups each having only one folding technique. This sorting method made it possible to cut and score the output patterns appropriately using the vinyl cutter.
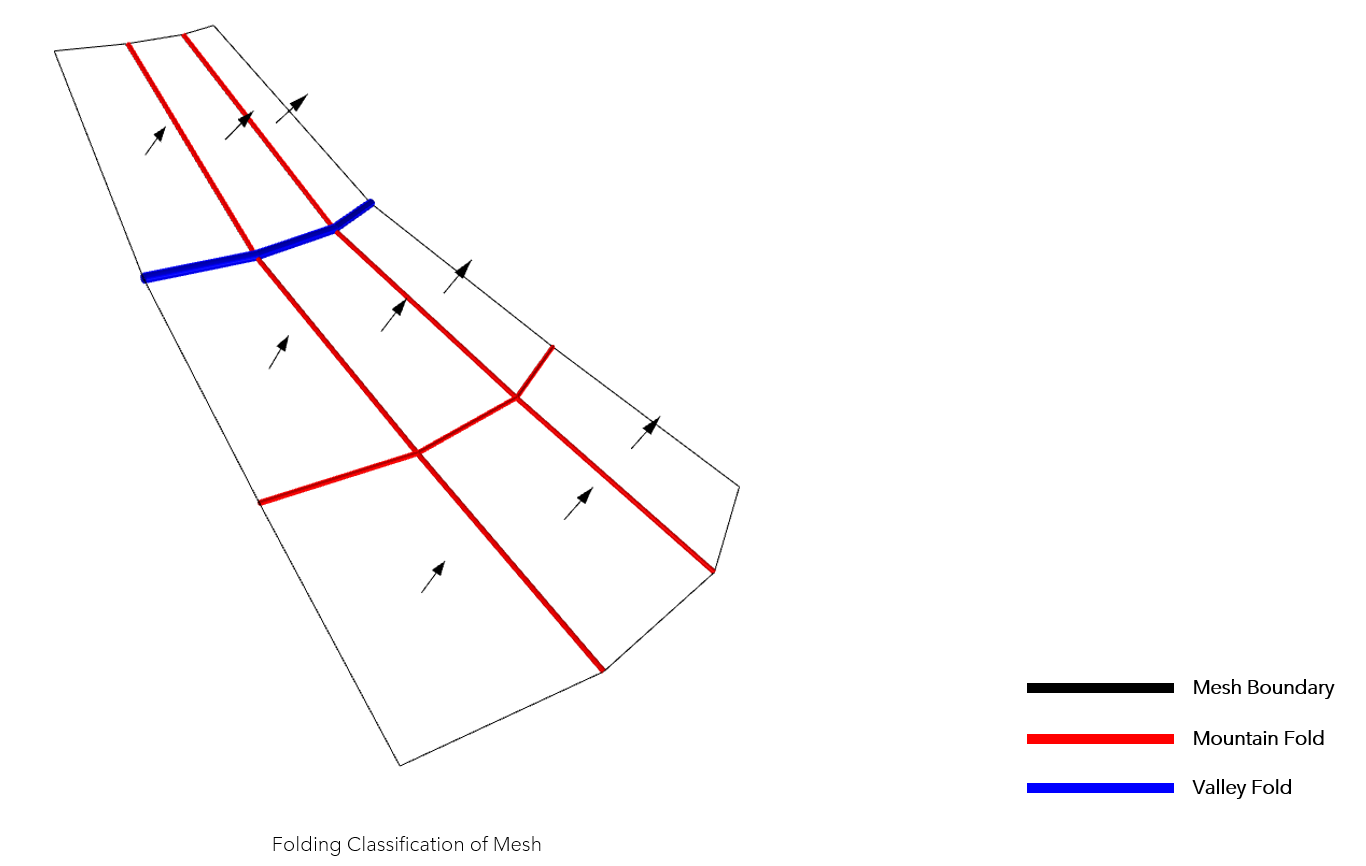
After the geometry was imported from MathCAD, the edge conditions were divided into three groups: outer lines colored black, mountain edges colored red, and valley edges, colored blue. This division trimmed the mesh into groups with solely mountain folds. These groups were unfolded into two-dimensional, cuttable patterns. Since all the groups were solely convex, overlapping faces during the unfolding process were not a problem.
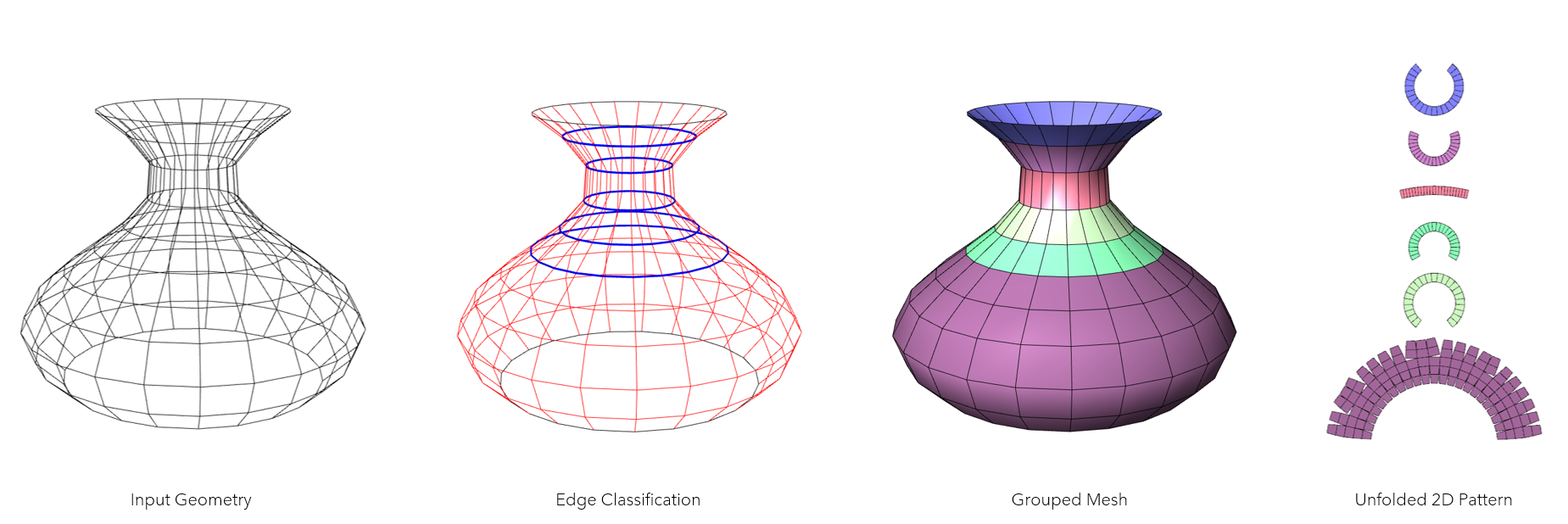
This slide shows the grouping logic implemented using a variety of geometries. Each color in this diagram denotes a grouped mesh that has only mountain folds.
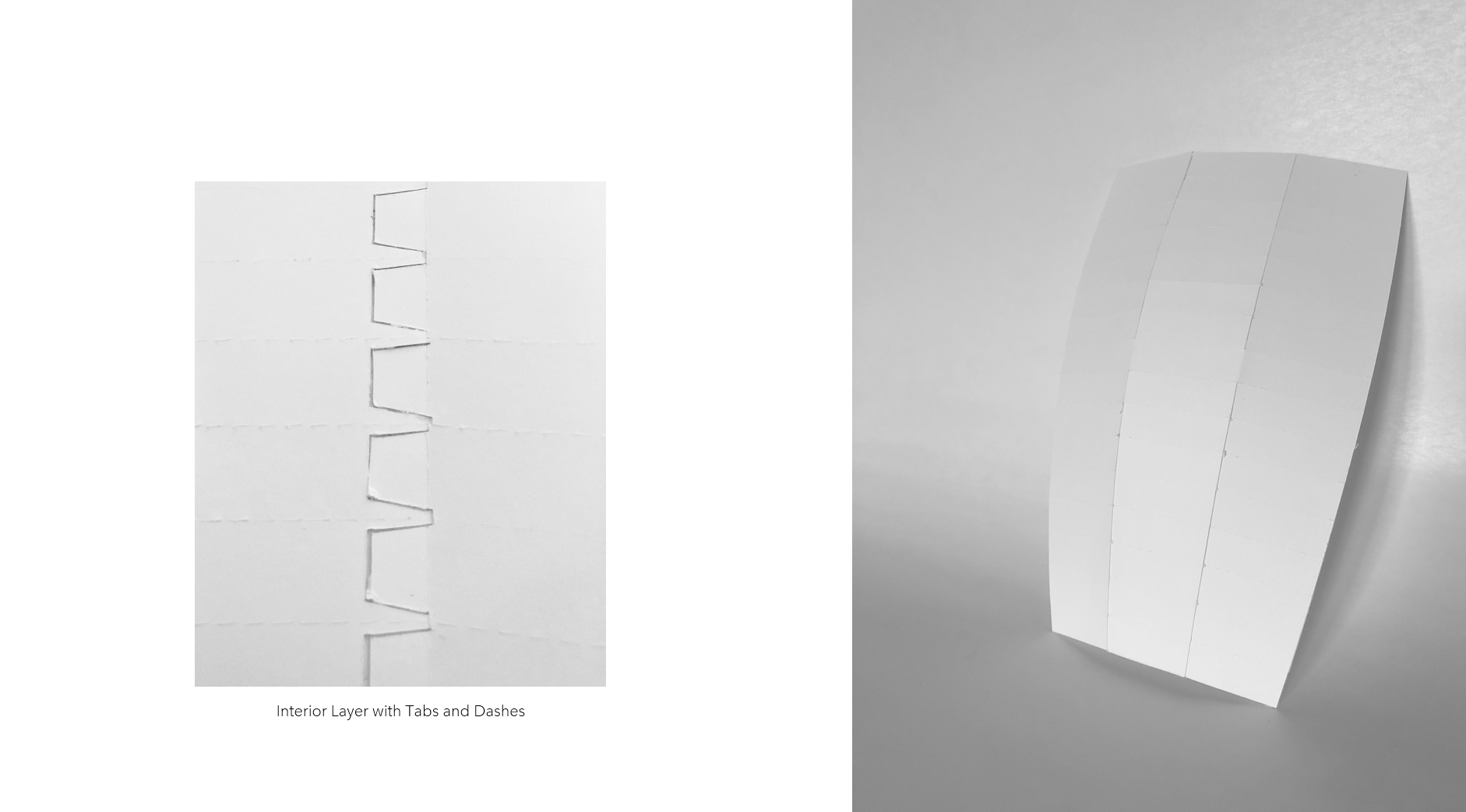
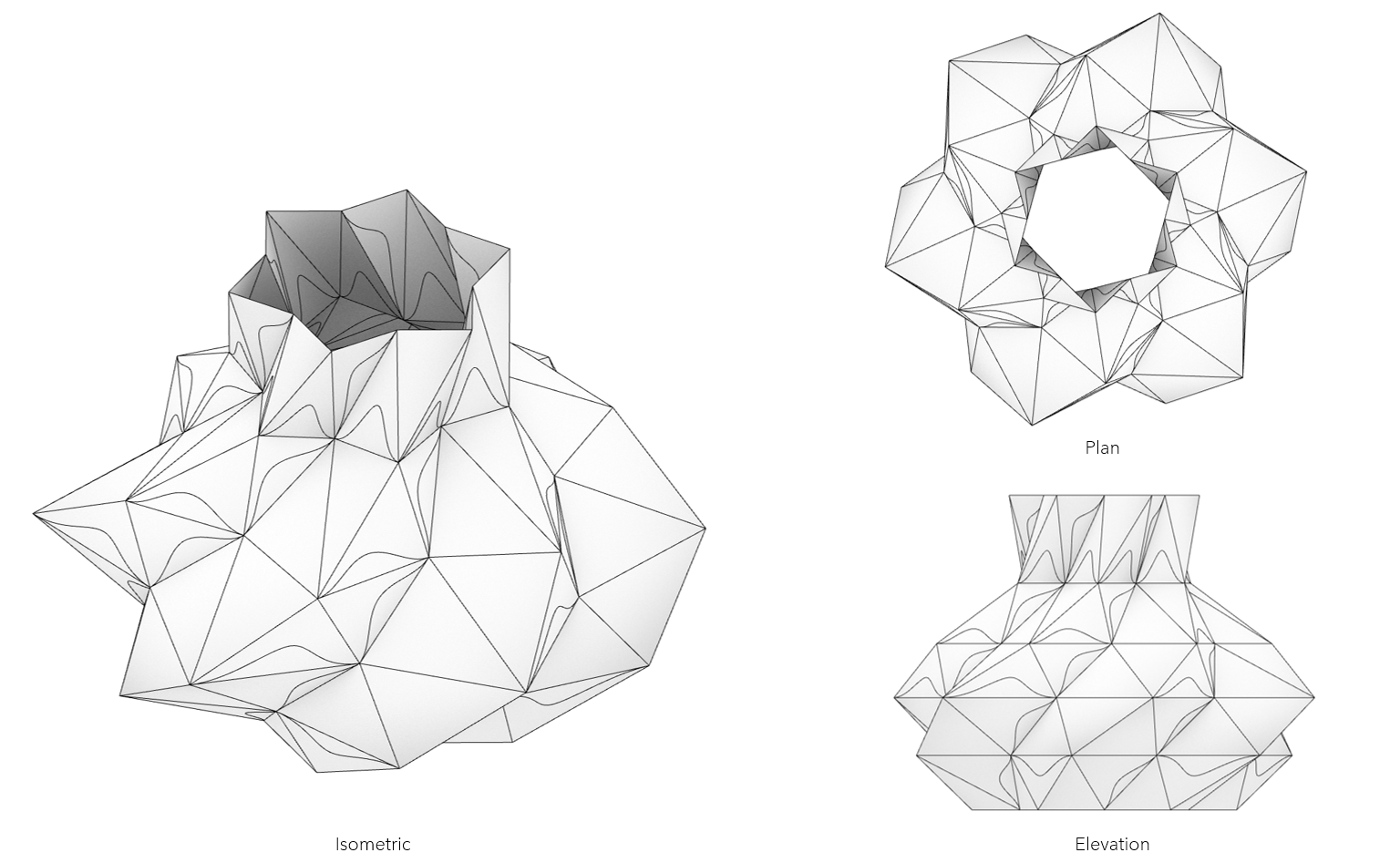
The method for unfolding complex geometries to create fabricatable cut patterns was solved prior to the custom tabs that will be discusses later in the presentation. It was determined that it was important to test the Grasshopper definition with a doubly curved surface. At this point in semester as a result of COVID-19 closures we were running low on paper, so we constrained ourselves to one sheet of paper measuring twenty-eight by thirty-five centimeters.
The scale and lack of tabs did not allow for great fidelity but determined that fabricating a doubly curved surface was possible using this workflow.

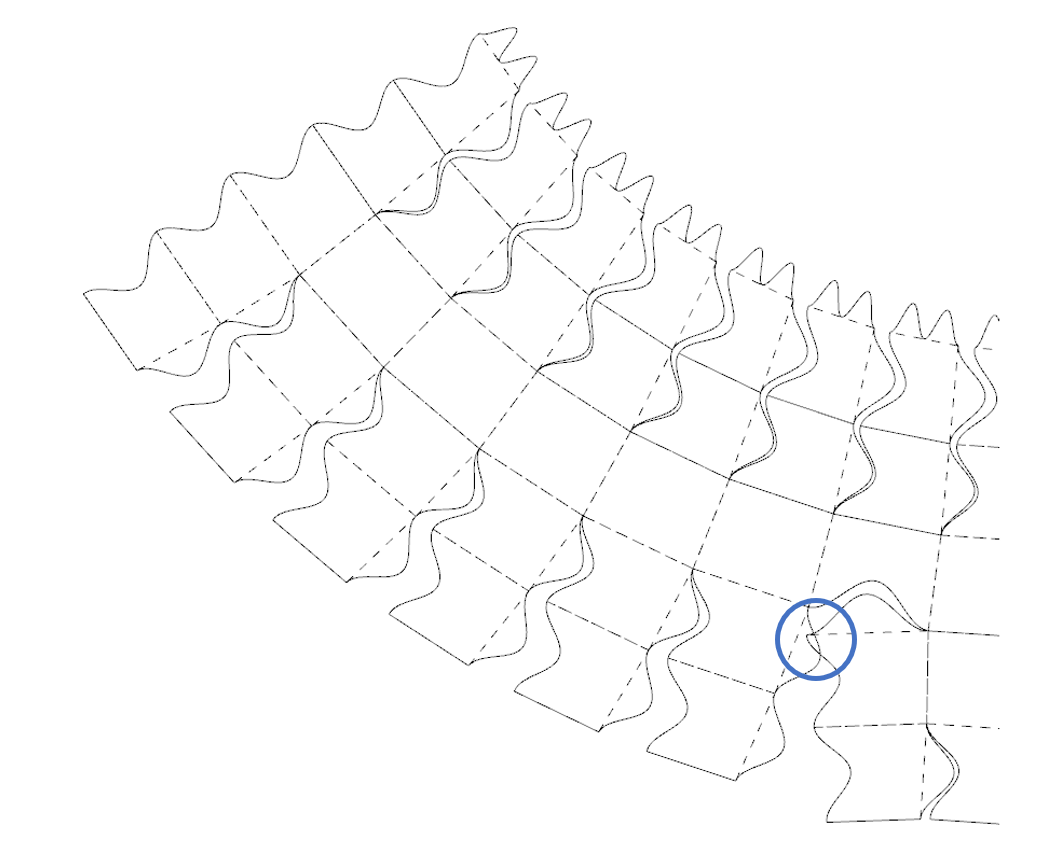
The vinyl cutter is unable to cut sharp corners as precisely as a laser cutter due to the kerf of the blade. This was taken into consideration while designing the custom tab. It was determined that a sine curve would provide a smooth edge condition for fabrication. It also allowed for a variety of design parameters such as amplitude, frequency, period, and shift. This custom tab design proved challenging with resulting scaling and intersection issues.
This was the first fabricated model using the custom sine tabs. This iteration used the three-layer fabrication method. This model used two sheets of twenty-eight by thirty-five-centimeter paper. The paper resources were still limited at that time as a result the small scale proved problematic since the resulting quad faces had dimensions ranging from ten to twenty millimeters.
The three layers of material made the small model difficult to work with. Since the vinyl cutter was not as precise as the laser cutter it led to infidelities that compounded to create a great amount of error in the fabricated model. The fabrication method issues in conjunction with the poorly scaled tabs with insufficient amplitudes to allow them to adhere to the double tack resulted in a module of quite poor quality. Regardless this iteration taught us a great deal which informed the final two fabricated models.
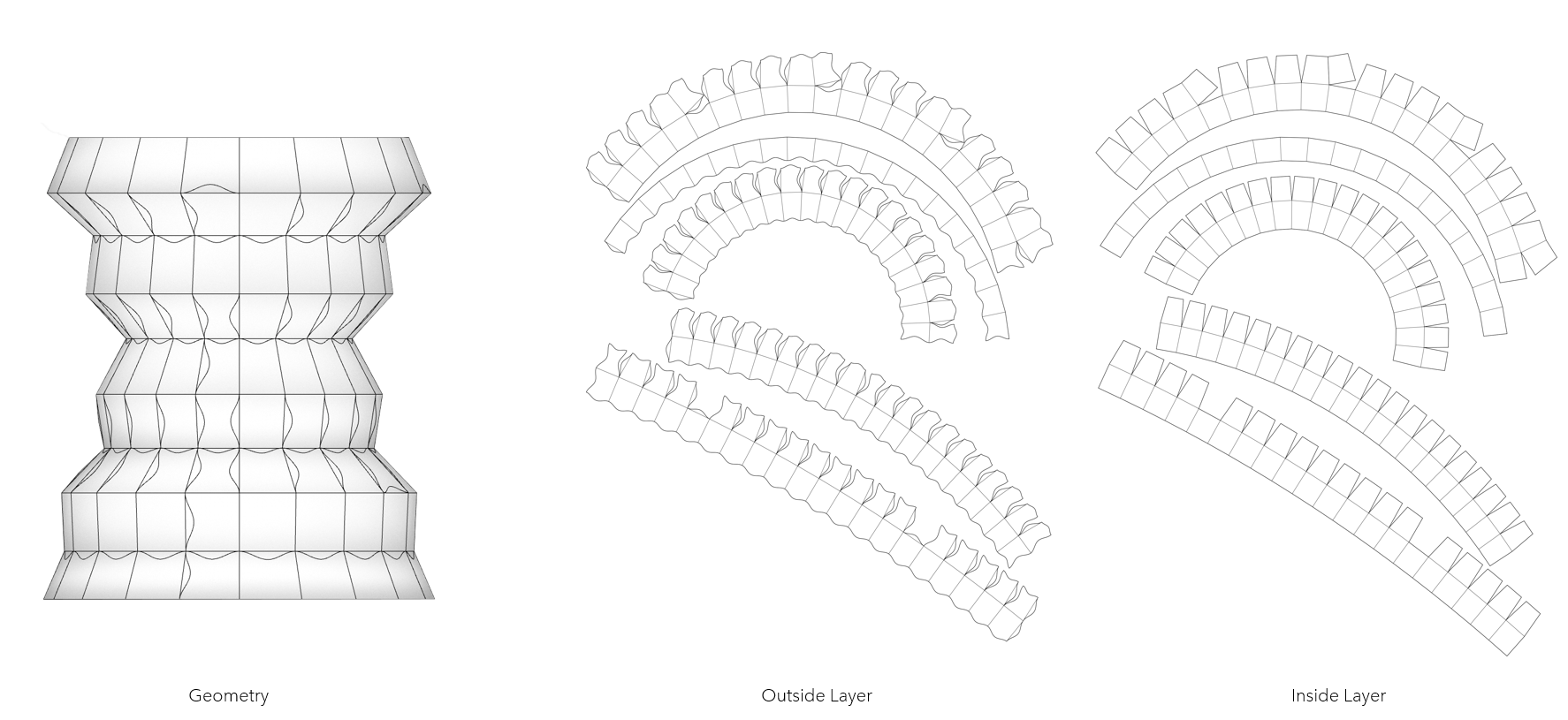
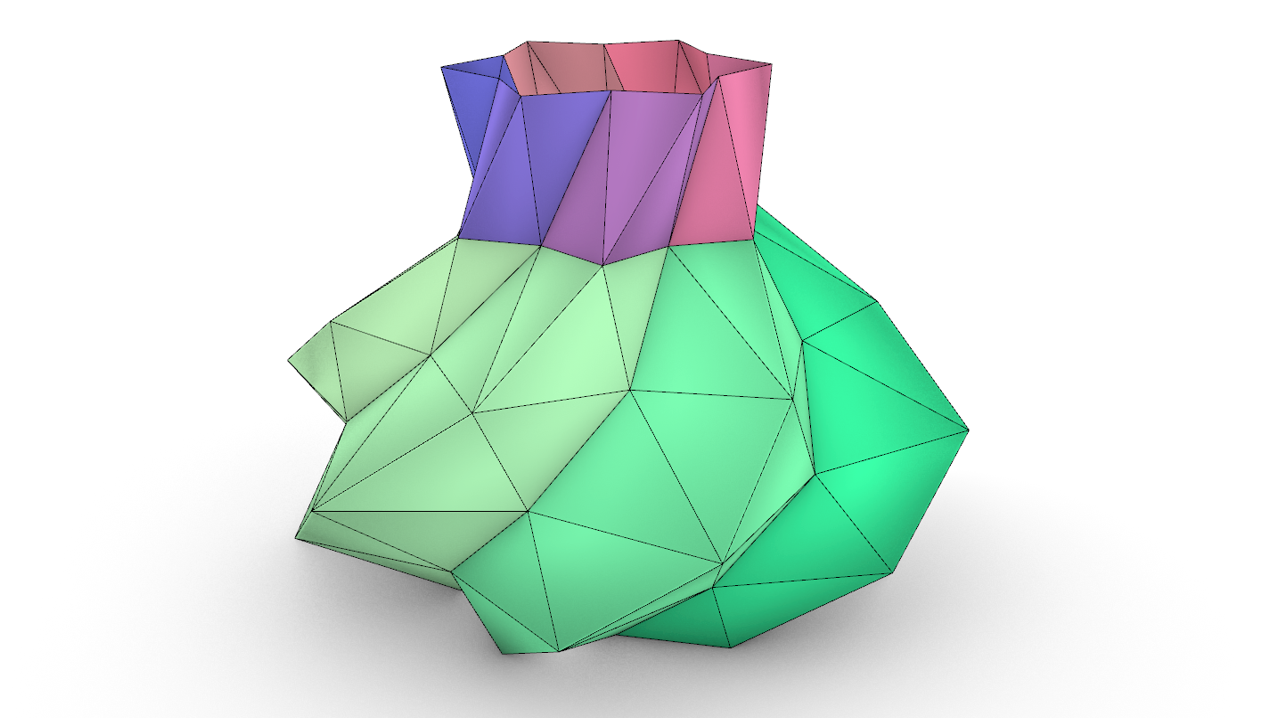
Using the knowledge gained from the third fabrication test the geometry was changed from a quad to a triangular mesh to allow for a smoother surface. The same grouping logic was applied. The different colors in this image denotes grouping. One notable change with the triangulated mesh was that the groups were not solely horizontal but also vertical. This change allowed for much easier fabrication.
The images on this slide depict the design with the original custom sine tabs. The size of each tab is determined by its associated edge length resulting in varying widths and heights vary. These varying dimensions resulted in tabs that were too shallow. If the amplitude of a tab is too shallow; the tabs will not stick to the tape making it extremely difficult to fabricate. This also leads to a lack of accuracy as the tab related errors compound. Another issue was that the material on both side of triangles were not evenly distributed because one angle of triangle is significantly larger than the others.
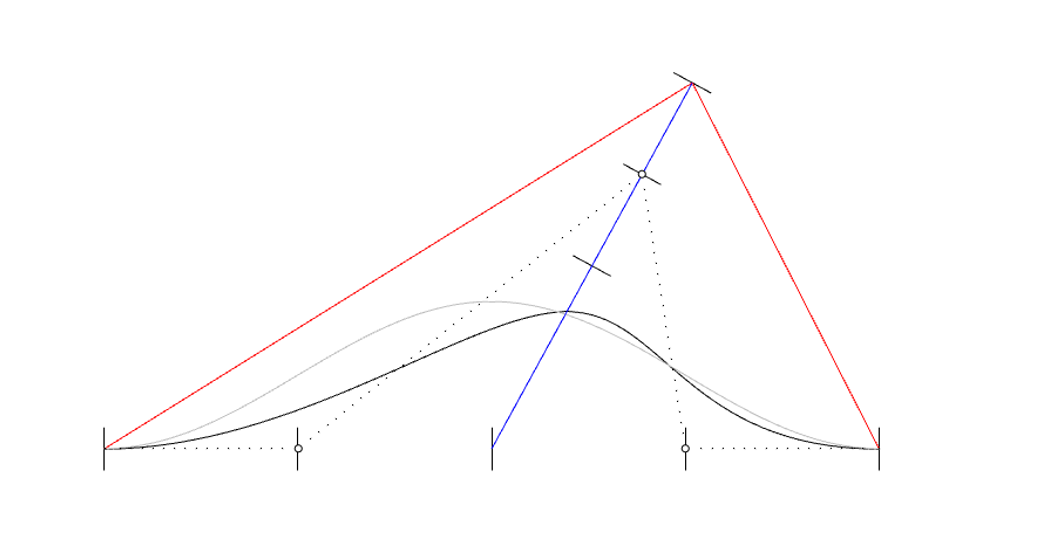
To prevent inadequate tab dimensions a new method was developed which allowed for the tabs to be created using the centroid of the triangle. This was possible by drawing a guideline based on the vertices of each triangle and making a tab that aligns with the centroid. This new method allowed for the same amount of material to be present on either side of the tab. The original sin tab is denoted using the colored gray when compared to the new tab design it is clear that it would more reliable method.
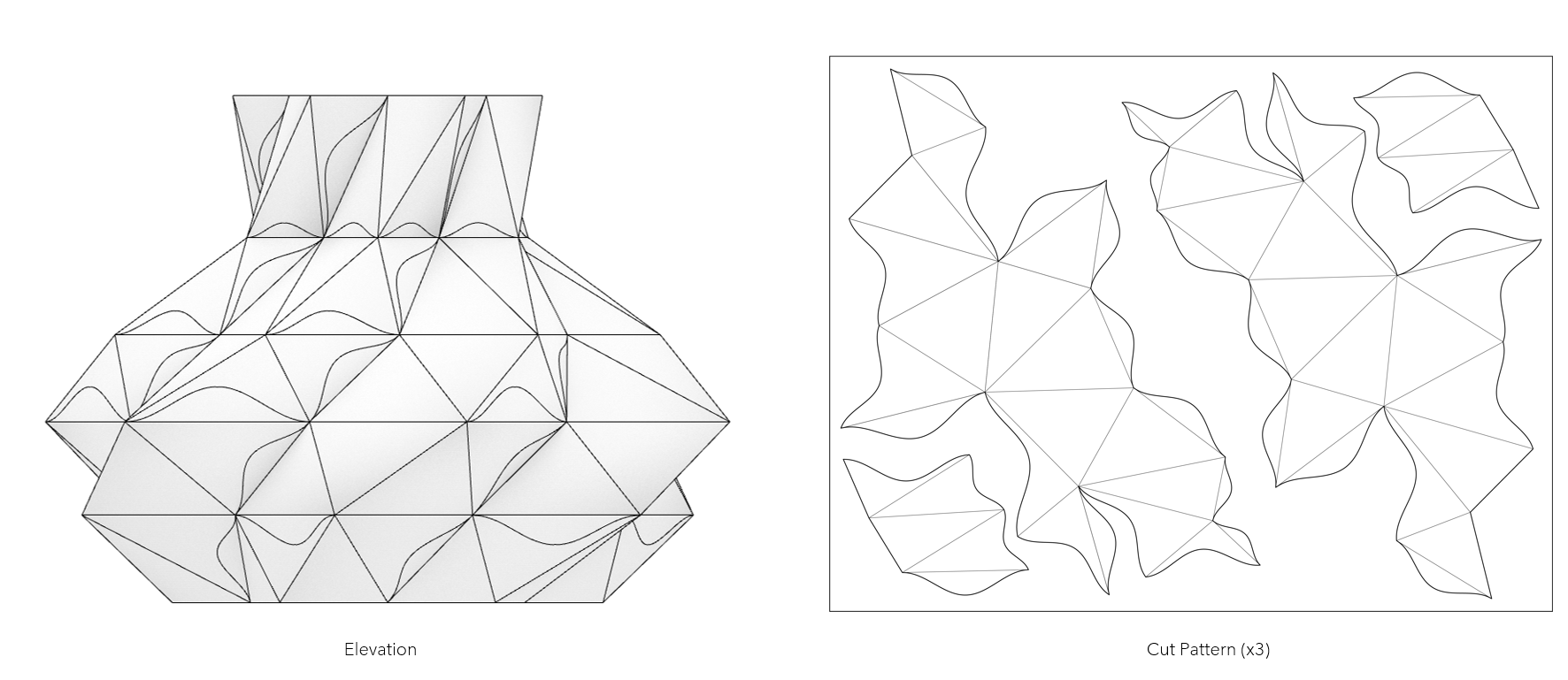
This elevation drawing shows that the tabs are facing the centroid of triangular mesh faces, resolving the scaling issues found in the prior method.
It was decided to test the new custom tab method with a single layer of paper using clear tape to hold the tabs in place the interior side of the paper.
The resulting model was far easier to fabricate and required much less material. Since the scale of the triangular panel was increased to a dimensions four times greater than those of the prior model it was much easier to assemble.
Feeling confident in the workflow, it was decided to create a final more complex fabricated model using the geometry documented on this slide.
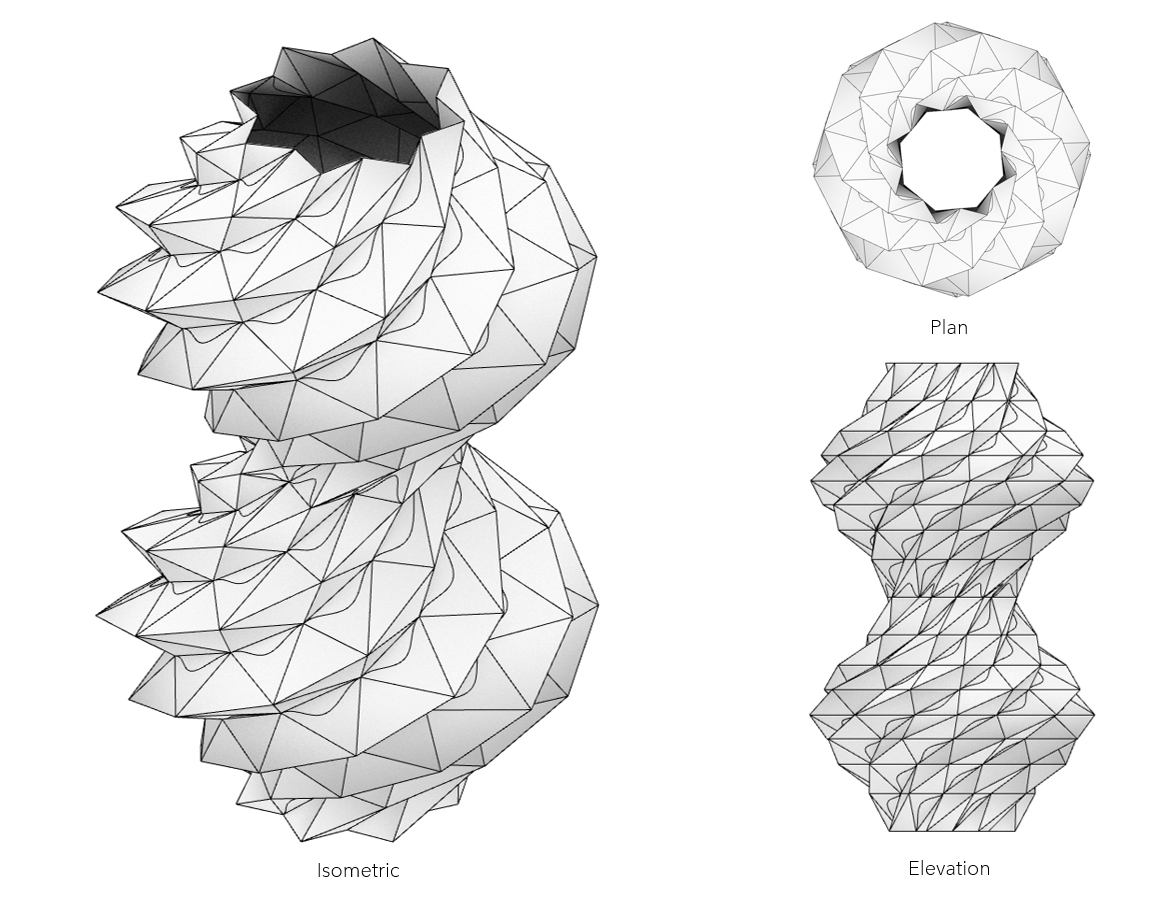
This geometry required two parts that were each cut eight times by the vinyl cutter.
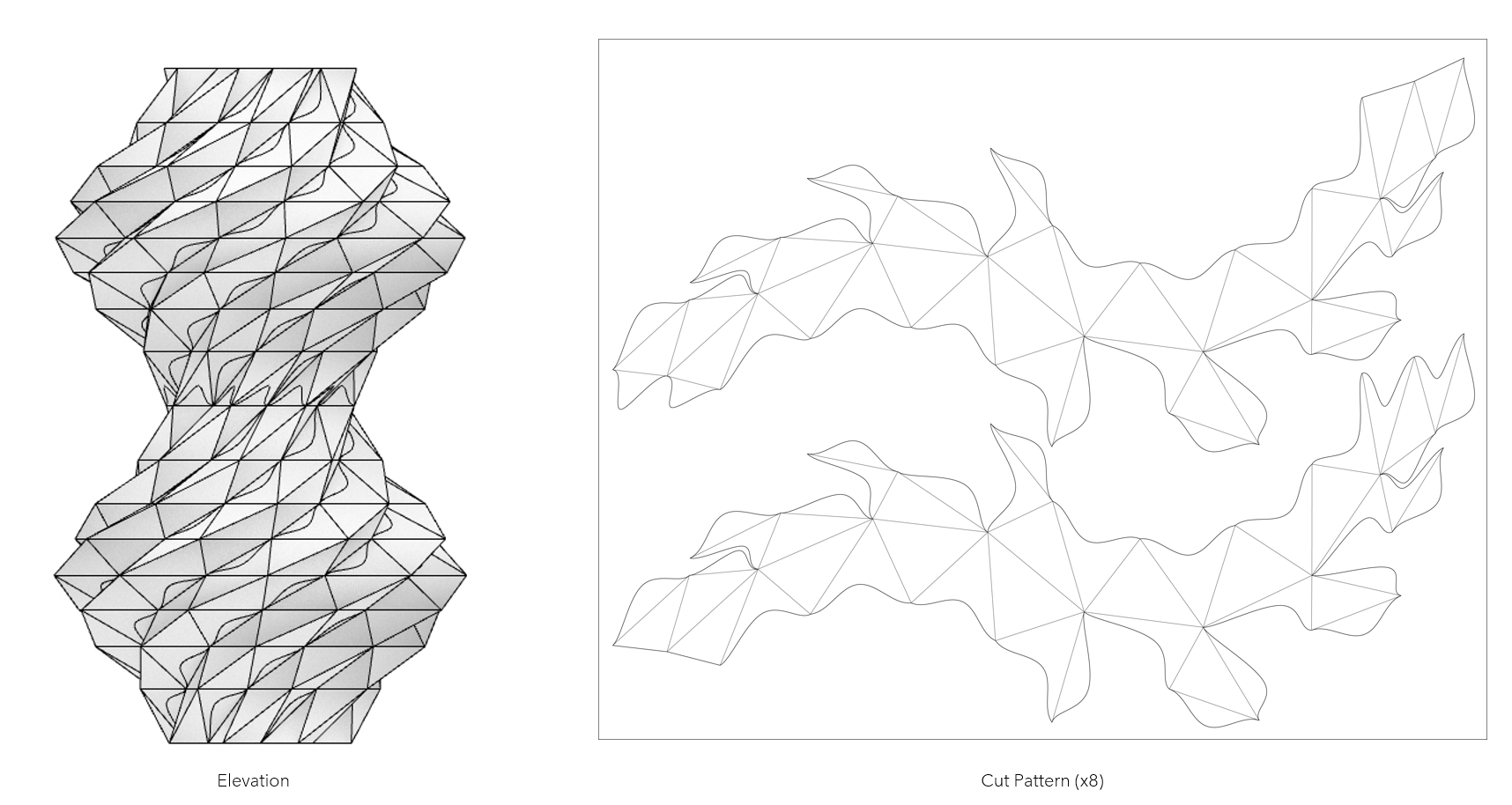
This model required eight sheets of paper and nearly two rolls of clear tape. It had 512 faces nearly 4 time that of the prior iteration. It took six hours to cut using the vinyl cutter and 10 hours to assemble by hand.